






Exciting news! At Kyoto University Nanotechnology Hub one MPO 100 3D microprinting system and one MLA 150 maskless lithography system have been successfully installed. This Nanotechnology Hub is an open

A look back on the 8th Thermal Probe Workshop We were delighted to host a community of nanotechnology experts, fabrication researchers, rising stars and innovative leaders from all over the
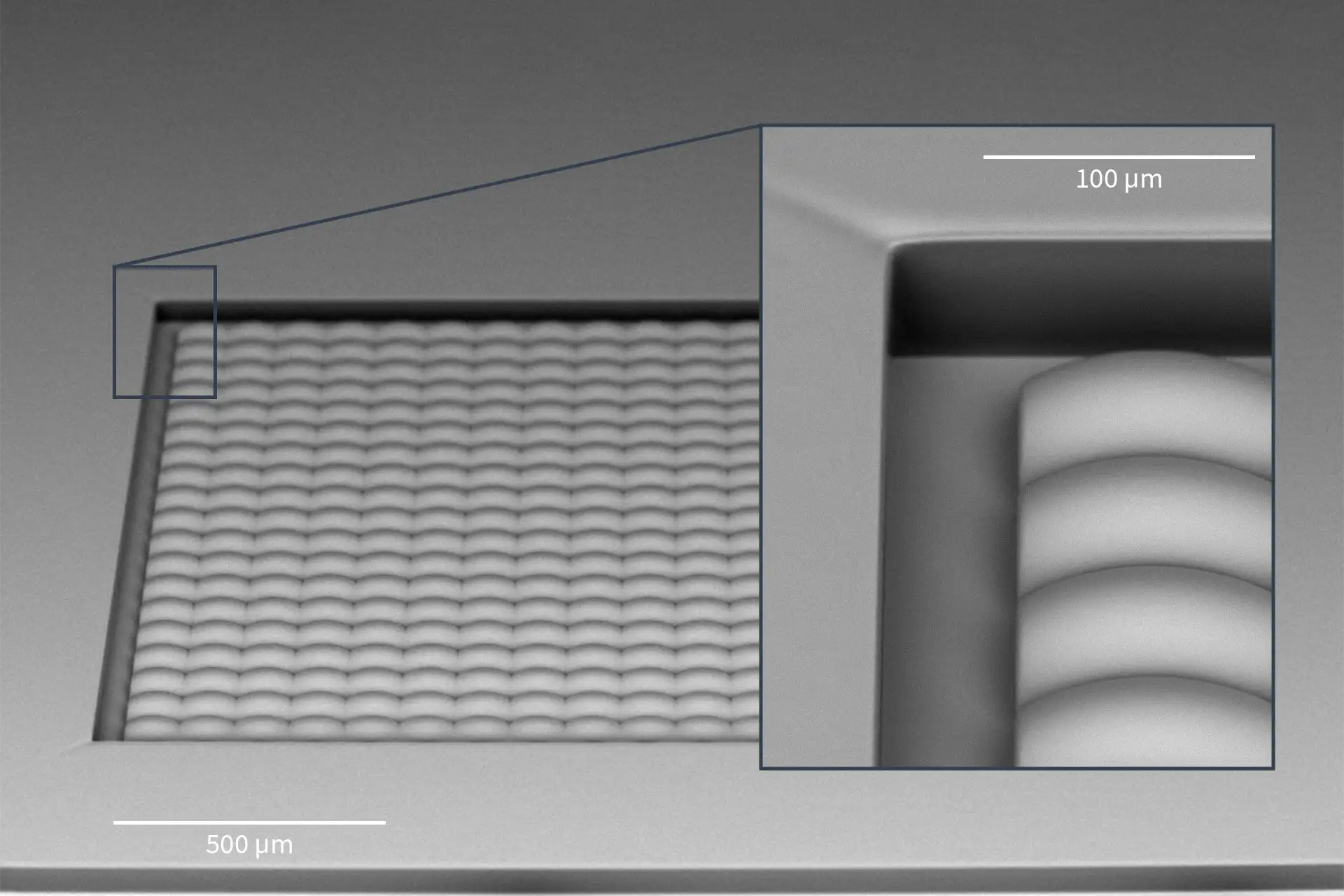
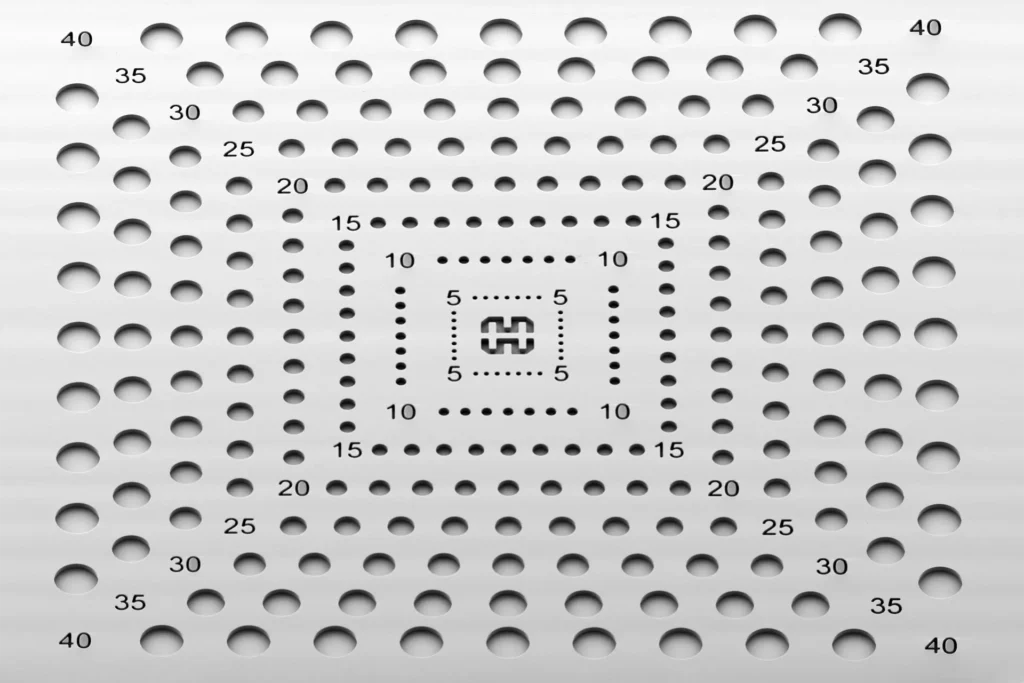
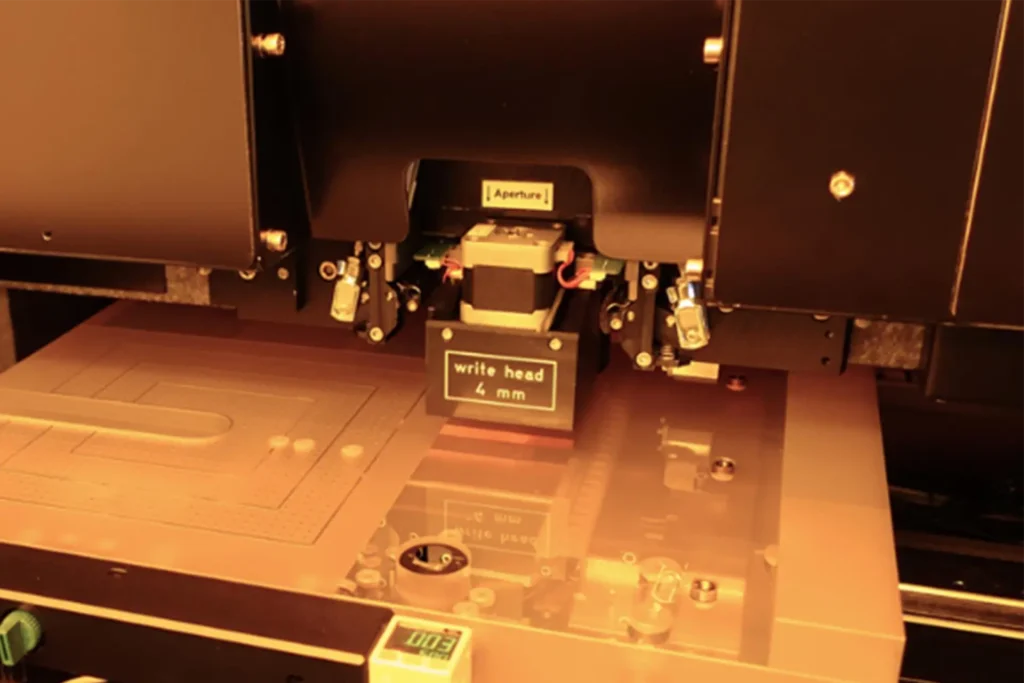
Achieve high throughput and resolution. Despite its unique capacity for three-dimensional fabrication with minimal feature sizes below 100 nm, achieving high throughput with Two-Photon Polymerization (TPP) remains a challenge, when